
- What we do
- Field
- Marine and Cargo Survey / Offshore Inspection Services
- AGM certification
- A Ship surveying and inspection services
- PNI Correspondent and Surveyors of shipowners
- Marine warranty survey services
- Charterer surveyors
- Pre-loading survey / Loading inspection services
- Pre-purchase ship vessel inspection
- Tally clerk and cargo surveyors
- Marine Cargo Survey and Consultant
- Discharging Inspection Services
- Survey services for Insurance companies
- Safety supervision for shipping
- a New ship supervision at shipyard
- Ultrasonic Test services
- Vessel Condition Inspection Services
- Heavy lift control
- Marine services
- Heavy Lift Project Cargo Loading/ Unloading Supervision/ Survey
- Loading Masters
- Risk Analysis and Loss Prevention
- Ship collision inspection
- Ship Hull and Machinery Survey Surveyors
- Break / Bulk Cargoes Holds Condition Survey/Inspection
- Vehicle RoRo Ships Shipping Control Survey
- Sealing and Unsealing Services
- Loading and Discharging Supervision / inspection
- Tallying and Supervision Services
- Technical Inspection of Vessel and Equipments
- Pipes oil gas equipment inspection
- Cargo Visual Inspection services
- Towage approval survey
- Cargo Container Inspection Services
- Cargo Hatch Covers Test and Inspection
- Ship Hull Cleaning / Propeller Polishing
- Tank coating condition survey / coating condition inspection
- Bunker Survey Inspection
- Damage expertise surveyors
- Draft Surveys
- Damage Marine Cargo Surveyor
- Off-shore - Divers Services
- Container Inspection, QA/QC
- IMDG Cargo Inspection Certificate
- Dry Cargo Inspection Surveyor
- Tank inspection
- Quality Control Quantity Inspection Certification Services
- Load securing Inspection
- Hose Handling Inspection and Testing
- Vessels Barges Calibration
- Crane Test Inspection
- Classification/ Register of Vessel
- Marpol VI
- Cargo Line Testing
- Marine Ship Surveyors and Consultancy
- Port Capt.
- Damage Survey
- Claims Insurance Recoveries
- Marine cargo surveyor
- Cargo inspection services transportation at sea
- Expedite witness
- Agriculture Goods Control / Commodities Inspection Services
- Fruits quality inspectors and certification organization
- Inspection of agriculture commodity
- Rice Quality & Quantity Control Inspection
- Ship holds survey / hatch-covers inspection
- Sampling / Testing and Analysis
- Sampling
- Loading discharging handling surveillance
- Inspection Quality / Safety
- Food and Feed Safety Grains Inspection
- Inspection and escorts service
- Tallying Clerk Surveyor services
- Fumigation
- Identity Preservation Programme and Traceability Services
- Raw Cashew Nut Inspection/ Raw Cashew Nut Quality Control
- Fertilizers Testing and Inspection
- Industry Inspection Services
- Cement inspection tallying
- Inspection of investment projects
- Inspection of Construction - New Building
- Inspection / appraisal of project of construction
- Inspection / Certificate for cargo to meet with GOST
- Inspection of electrical system
- Vendor Inspection / Representative of Contractor, Investor
- Inspection, Certification of cargo to meet with ISIRI Mandatory Standards
- Laboratory / Mechanical Testing
- NDT - Conventional Radiography
- Inspection of Pressure Equipment
- Quality Control / Inspection Services
- Shop Inspection / Vendor Inspections
- Supply Chain Assess
- Mechanical engineer and expert
- Ultrasonic testing
- Vendors Surveillance
- Mechanical Inspectors
- Project Verification Services
- Audit / Certification
- Chartered Engineers Certification Inspection
- Others
- Automotive inspection
- Consumer Goods inspection / Foodstuff Products Inspection /Commodity Inspection Services
- Petroleum Oil / Gas / Chemicals Inspection Services
- Minerals Inspection Services
- Inspection Services for Government/Contractors
- Appraisal / Valuation
- International Trade Inspection Services
- Cargo Survey / Goods Inspection
- Certification Services
- Marine and Cargo Survey / Offshore Inspection Services
- Expert
- Activity / Action
- Outsourcing
- Audit
- Science
- Surveillance
- Underwater works
- Engineering Consultant
- Correspondent
- Control
- Advisory
- Monitoring
- Engineering
- Risk Management
- Tallying
- Quantity survey
- Superintendent
- Inspection
- Project Management
- Expediting
- Salvage
- Analysis
- Solution
- Consultancy
- Supervision
- Certification
- Appraisal & Valuation
- Verification
- Weight control
- Approval
- Testing
- Assurance
- The Inspection companies
- Third Party Inspection Company
- Investigation
- Witness
- Measurement
- Validation
- Registration@Classification
- Sampling
- Expertise
- Diving
- Loss Adjusting
- Loss Prevention
- Identify
- Survey
- Inspection services
- Quality control
- Field
- AIM Control
- Client
- Contact us
Field
Expert
Activity / Action

Fit-up Inspection

Fit-up Inspection
Fit-up Inspection
Fit-Up Inspection is carried out at jointing stage before welding for all of the different parts are closely connected in accordance with standards.
CODE / STANDARD / SPECIFICATION
Specification for pressure vessel. JGSNP-CE- ES -002 / Rev.0
Specification for Inspection and test of vessel and H/E: JGSNP-CE- ES -003 / Rev.0
General inspection Requirements: JGSNCP-PC-GS-009 / Rev.0
ASME Sec. VIII Div.1: Boiler & Pressure Vessels (2007 Edition with 2009 Addenda).
INSPECTION ACTIVITIES PERFORMANCE
1 Test Report / Material Certificates Review
2 Visual/Dimension Inspection
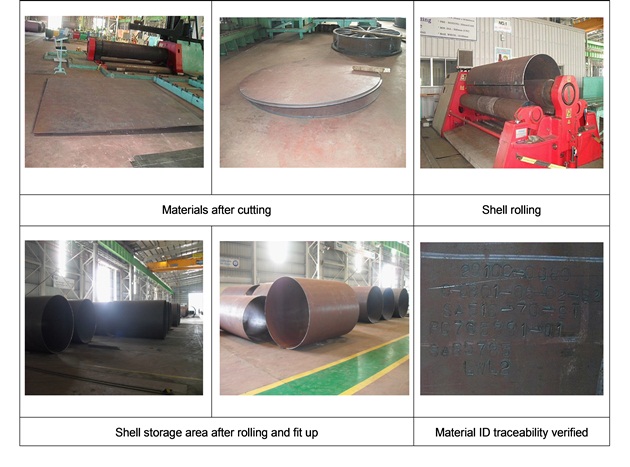
3 Rolling/Fit Up Inspection
Rolling/fit up inspection conducts for longitudinal seams joint as:
-
Material ID traceability verified
- Material specification and grade
- Heat No., Plate No.
- Part name, item name, PJT No.
-
Root gap
-
Surface weld joint cleaning condition
-
Tack weld condition
-
Circumferential
-
Length
-
Beveling (angle)
-
Misalignment
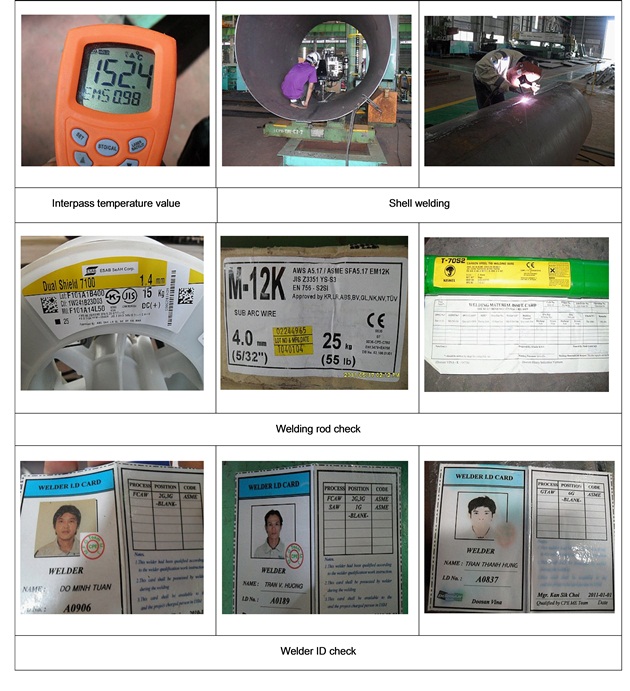
4 Surveillance Welding
-
Check of preheats and interpass temperature
-
Check of qualified welder, welding equipment and welding material.
-
Check the Preheating, interpass temperature, welding rod and welder qualification according to applicable WPS.
5 Visual/Dimension Inspection
6 Hydrostatic Test/Pneumatic Test
7 Non-Destructive Examination (NDE)
8 Positive Material Inspection (PMI)
9 Mechanical Running Test/Performance Test
10 Electrical Operation Test / Electric Characteristic Test

- Outsourcing
- Audit
- Science
- Surveillance
- Underwater works
- Engineering Consultant
- Correspondent
- Control
- Advisory
- Monitoring
- Engineering
- Risk Management
- Tallying
- Quantity survey
- Superintendent
- Inspection
- Project Management
- Expediting
- Salvage
- Analysis
- Solution
- Consultancy
- Supervision
- Certification
- Appraisal & Valuation
- Verification
- Weight control
- Approval
- Testing
- Assurance
- The Inspection companies
- Third Party Inspection Company
- Investigation
- Witness
- Measurement
- Validation
- Registration@Classification
- Sampling
- Expertise
- Diving
- Loss Adjusting
- Loss Prevention
- Identify
- Survey
- Inspection services
- Cargo Inspection / Cargo Survey
- Claim survey services
- Cargo Inspection
- INSPECTION / QUALITY CONTROL / TESTING / CERTIFICATION
- Product inspection services in AQL Standards
- Pre-shipment Inspections
- Pre-shipment inspection / QC / Testing / Loading inspection
- Pre Shipment Inspection / Final Random Inspection
- Loading inspection services
- Shipment inspection
- Quality Control / Pre-shipment inspection
- Vietnam Rice Inspection services
- Factory Visit Assessment
- Factory Audit
- Supplier Quality Assessment
- First Article Inspection
- Pre-purchase inspection
- Simple Factory Audit
- Extensive Factory / Seller / Vendor Audit
- GOST Certificate
- Defect Sorting Services
- C-TPAT Audit
- Corporate Social Audit
- Cargo Quality control
- Cargo Visual Inspection
- Cargo and Container Inspections
- Loading surveys
- Product Lab Tests / Laboratory testing
- Project Cargo / Heavy Lift Loading Inspection
- Damage Survey
- Cargo pre-loading survey
- Merchandise Inspection
- Pre Production Inspection Services
- AQL Chart for the Fashion Industry / QA.QC Inspection
- Buyer Representation
- Incident Accident Investigation
- Final Inspection Services / loading supervision
- Third Party Inspection Organization
- Quantity survey
- Loading supervision
- Pressure vessel inspections
- Project Cargo unloading Survey / Supervision / Inspection
- Mechanical Inspector / NDT
- Power Electrical Fabrication Inspections
- Project Cargoes Inspection
- Expedition
- Supercargo loading survey
- Crane Inspection
- Factory Accept Testing and Inspection
- Pre-Loading Surveys
- Ship Full Condition Survey / Vessel Full Condition Inspection
- Marine survey / Cargo Inspection Services
- Container Loading Inspection / Survey Services
- Damage Cargo Survey Services
- Tallying of cargo
- Quality / Weight Inspection of White Rice
- Ship Inspection Services
- Site inspection
- Discharging Survey / Supervision
- Damaged cargo inspection
- Collision survey
- Loss adjusting
- Marine Cargo Loss Prevention
- Voyage Approval Survey
- Pre-Purchase Vessel Condition Survey / Inspection
- Lashing and Securing Inspection / Survey@Sea
- Towage Vessel inspection
- Underwater works / Diving Services
- Diving / Underwater Works
- Lashing @ Sea
- Quality control
- Inspections Expediting Marine Surveys Services
- Quality Control and Pre-shipment inspection (AQL)
- Gloves Quality control and Pre-shipment Inspection
- Quality wooden rattan and bamboo furniture products inspection
- Quality Seagrass Products Inspections
- Quality Home Outdoor and Indoor Furniture Control Inspection
- Loading surveys
- Q&Q Cargo Inspection / Loading Supervision / Discharging Tally
- Vietnam Quality Control
- Asia garment quality control inspection
- Gold Sampling Analysis Certificate
- Cargo and Goods Inspection
- Cargo verification service
- Rubber Product Quality Control Inspection and Certificate
- Mineral Sampling Analysis Certificate
- Quality Wood Timber Species Control Inspection
- Quality Rice control inspection in Vietnam
- Quality Raw Cashew Nut Cut Testing Control Inspection
- Fertilizer cargo quality control / fertilizer inspection
- Frozen foods quality control inspection certificate
- Quality Aluminium Scrap and Metal Scrap composition Control Inspection
- Quality Inspection in Asia Vietnam China Korea India
- Chartered Engineers Inspection Certificate
- Inspection/ Inspection Service/ Quality Inspection Service/ Inspection Company/ Inspection Agent
| Hotline : | +84888889879 |
| Cell : | +84 903 615 612 |
| Email : | aim@aimcontrolgroup.com |
| Skype : |
- Marine and Cargo Survey / Offshore Inspection Services
- AGM certification
- A Ship surveying and inspection services
- PNI Correspondent and Surveyors of shipowners
- Marine warranty survey services
- Charterer surveyors
- Pre-loading survey / Loading inspection services
- Pre-purchase ship vessel inspection
- Tally clerk and cargo surveyors
- Marine Cargo Survey and Consultant
- Discharging Inspection Services
- Survey services for Insurance companies
- Safety supervision for shipping
- a New ship supervision at shipyard
- Ultrasonic Test services
- Vessel Condition Inspection Services
- Heavy lift control
- Marine services
- Heavy Lift Project Cargo Loading/ Unloading Supervision/ Survey
- Loading Masters
- Risk Analysis and Loss Prevention
- Ship collision inspection
- Ship Hull and Machinery Survey Surveyors
- Break / Bulk Cargoes Holds Condition Survey/Inspection
- Vehicle RoRo Ships Shipping Control Survey
- Sealing and Unsealing Services
- Loading and Discharging Supervision / inspection
- Tallying and Supervision Services
- Technical Inspection of Vessel and Equipments
- Pipes oil gas equipment inspection
- Cargo Visual Inspection services
- Towage approval survey
- Cargo Container Inspection Services
- Cargo Hatch Covers Test and Inspection
- Ship Hull Cleaning / Propeller Polishing
- Tank coating condition survey / coating condition inspection
- Bunker Survey Inspection
- Damage expertise surveyors
- Draft Surveys
- Damage Marine Cargo Surveyor
- Off-shore - Divers Services
- Container Inspection, QA/QC
- IMDG Cargo Inspection Certificate
- Dry Cargo Inspection Surveyor
- Tank inspection
- Quality Control Quantity Inspection Certification Services
- Load securing Inspection
- Hose Handling Inspection and Testing
- Vessels Barges Calibration
- Crane Test Inspection
- Classification/ Register of Vessel
- Marpol VI
- Cargo Line Testing
- Marine Ship Surveyors and Consultancy
- Port Capt.
- Damage Survey
- Claims Insurance Recoveries
- Marine cargo surveyor
- Cargo inspection services transportation at sea
- Expedite witness
- Agriculture Goods Control / Commodities Inspection Services
- Fruits quality inspectors and certification organization
- Inspection of agriculture commodity
- Rice Quality & Quantity Control Inspection
- Ship holds survey / hatch-covers inspection
- Sampling / Testing and Analysis
- Sampling
- Loading discharging handling surveillance
- Inspection Quality / Safety
- Food and Feed Safety Grains Inspection
- Inspection and escorts service
- Tallying Clerk Surveyor services
- Fumigation
- Identity Preservation Programme and Traceability Services
- Raw Cashew Nut Inspection/ Raw Cashew Nut Quality Control
- Fertilizers Testing and Inspection
- Industry Inspection Services
- Cement inspection tallying
- Inspection of investment projects
- Inspection of Construction - New Building
- Inspection / appraisal of project of construction
- Inspection / Certificate for cargo to meet with GOST
- Inspection of electrical system
- Vendor Inspection / Representative of Contractor, Investor
- Inspection, Certification of cargo to meet with ISIRI Mandatory Standards
- Laboratory / Mechanical Testing
- NDT - Conventional Radiography
- Inspection of Pressure Equipment
- Quality Control / Inspection Services
- Shop Inspection / Vendor Inspections
- Supply Chain Assess
- Mechanical engineer and expert
- Ultrasonic testing
- Vendors Surveillance
- Mechanical Inspectors
- Project Verification Services
- Audit / Certification
- Chartered Engineers Certification Inspection
- Others
- Automotive inspection
- Consumer Goods inspection / Foodstuff Products Inspection /Commodity Inspection Services
- Claim inspection services
- Factory audit / Pre-production inspection / Pre-shipment inspection/ Loading Supervision
- Commodity inspection services
- Garment Inspection Services
- AQL Chart for QA/QC Inspection
- Garment Quality Control/ Garment Size Inspection
- Corporate Social Responsibility Solutions Audit
- Factory Assessment / Factory Audit Inspections
- Product Inspection services
- Factory security Inspection
- Laboratory Testing on Food
- Private Label Support on Food
- Process Assessments Inspection on Food
- Food Product Inspection
- Regulatory Advisory/Inspection Service Food
- Inspection to Retail Store Food
- Supplier Assessment and Supply Chain Monitoring
- Comparative Testing/ inspection
- Factory supplier evaluation / audit
- Container loading inspection
- Code of Conduct Assessment, Inspection
- Eco Testing, Inspection
- Final Random and In-line Inspection
- Performance Testing/Inspection
- Auditing/ Verification of factory/Seller/Supplier
- Pre-Compliance Testing
- Foods Quality - Safety - Compliance
- Footwear Products Quality/Safety/Compliance Inspections
- Leather Products Test/Inspection
- Family Textile Products Test/Inspection
- Functional Clothing Products Test/Inspection
- Product Life-Cycle Test/Inspection
- Family Furnishing Houseware Product Test/Inspection
- Automotive Test/Inspection
- Package/Paper Product Test/Inspection
- Sport Goods Test/Inspection
- Furniture QC/Inspection
- Quality Pre-Shipment Inspections
- Quality and quantity control certification
- Petroleum Oil / Gas / Chemicals Inspection Services
- Minerals Inspection Services
- Inspection Services for Government/Contractors
- Appraisal / Valuation
- International Trade Inspection Services
- Cargo Survey / Goods Inspection
- Certification Services

Expert
- Due diligence advisors
- Marine Salvagers and Wreck Removal
- Cargo Hydrocarbon Liquefaction Inspectors
- Pre-Purchase Ship Inspectors
- Appraisers
- Expeditors and supervisors
- Mechanical inspectors
- Escorts monitoring
- Marine Casualties Expert
- Marine Pollution Preventers and Solutions
- Off-Shore Surveyors
- Marine Warranty Surveyors
- P&I Correspondent
- Expert witness services
- Loss Adjusters
- Pre & Post Charter Surveyors / ISM, ISPS & MLC audit
- Claim Investigators
- Electrical inspectors
- Underwater Work Divers Services
- Cargo inspectors
- Loss Assessor Loss Adjuster
- Accident Incident Investigators
- Cargo samplers
- Cargo Surveyors
- Port Captain and Loading Master
- Underwriter Loss control / Claim prevention
- Loss Controller Claim Prevention Expert
- Industry Inspectors & Experts
- Fixed Object Damage Investigators
- Marine Cargo Expertise
- QA.QC
- Activities and roles marine surveyor
- Agriculture Inspectors & Surveyors
- Marine Independent Experts
- Hull & Machinery Expert and Surveyors
- Insurance surveyors / underwriter assessors
- Certification and Approval
- CE Captain Master Surveyors
- Tally-clerk
- Classification Inspectors
- Ship inspectors
- Auditors
- Engineering and Certification
- Cargo Damage Surveyors
- Quality inspector and Laboratory
- Third party inspection
- Vessel Collisions Surveyors and Investigators
- Handling and Suitability Consultant
- Maritime consultant and surveyors
- Expert and consultancy



